Egy acélszerkezet korrózió elleni védelmének megtervezésénél, majd kivitelezésénél arra kell törekedni, hogy teljes felületén – így a kötőelemeknél is – megelőzzük a nemkívánatos korróziót. Ebből adódóan akár egy festék- vagy egy horganyréteget nézünk, az előírt korróziós élettartam eléréséhez legalább szükséges bevonatvastagságokat el kell érni. A gyakorlatban nagyon gyakran lehet találkozni olyan acélszerkezetekkel, amelyek kötőelemeinél néhány év elteltével a vas korróziója már jól látható (1-2. képek).


Ilyenkor általában nem a korróziós hatásokban kell keresni a jelenség okát, hanem a túl vékony horganyrétegben, melyek nem alkalmasak az adott kültéri igénybevételhez.
RÖVIDEN A HORGANY KORRÓZIÓJÁRÓL
Frissen horganyozott felületen – amennyiben az nem kapott további, átmeneti korrózióvédelmet – a levegő hatására megindul a cink oxidációja, melynél kitüntetett szerepe van a levegő nedvességtartalmának. Az első év korróziójának sebessége (ISO 9223) mindig jóval meghaladja a következő, és főleg a távolabbi évek korróziójának sebességét (ISO 9224). Ezeket a tapasztalati értékeket táblázatokba foglalták és szabványokban jelenítették meg. Így az ISO 9223 és ISO 9224 dokumentációkban olyan adatok állnak rendelkezésre, melyekkel a horganybevonatok élettartamát tervezők könnyen elboldogulnak. Ennek megfelelően, egy közepes (C3) korróziós igénybevételkor, az első évtől kezdve a horganyréteg teljes elhasználódásáig egy folyamatosan csökkenő korróziósebességgel (1 év után: max. 2,1 µm, 2 év után: átlagosan max.1,85 µm/év, 20 év után: átlagosan max.1,2 µm/év) lehet számolni. Tehát a horganybevonatok korróziós fogyása a használati idő előre haladtával jelentősen, sőt az első éves bevonatfogyás töredékére csökkenhet. Ennek a jelenségnek az oka a horgany felületén kialakuló cinkpatina kialakulása és masszív védőhatása.
A HORGANYBEVONATOK VASTAGSÁGA MEGHATÁROZÓ
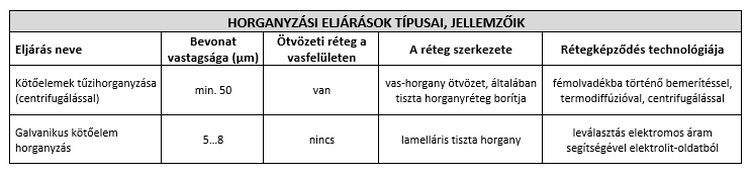
Az eltérő horganyzási technológiákkal különböző vastagságú és szerkezetű horganyrétegeket lehet elérni. Elektrolitikus horganyozáskor, más néven galvanizáláskor a kötőelemek felületére átlagosan 5…8 µm vastag, tiszta horganyból álló fémbevonatot visznek fel. Amennyiben erre még valamilyen átmeneti korrózióvédelmet is felhordanak, akkor közepes hatásoknál (C3) a legjobb esetben 8-10 éves bevonat élettartammal lehet biztonsággal számolni. Ennek letelte után elfogy a horganybevonat vasfelületről és elkezdődik a korrózió (1-2. kép). A horganyréteg vastagsága döntő jellemző a védelmi élettartam szempontjából.
A fentiek miatt – kültéri igénybevételnél – erősen ajánlott tűzihorganyzott kötőelemeket alkalmazni, melyek a fentieknél jóval hosszabb idejű védelmet biztosítanak. Ez a megoldás javasolt még a gyenge korróziós hatásoknál (C1, C2) is. Tűzihorganyzott csavaroknál, anyáknál, alátéteknél a gyártáskori minimális, átlagos horganybevonat vastagság el kell, hogy érje az 50 µm-t (1. táblázat).
A TŰZIHORGANYZOTT KÖTŐELEMEKRŐL
A technológia végrehajtása során a bevonandó csavarokat, anyákat és alátéteket „ömlesztve” előkezelik. Tűzihorganyzás előtti felületelőkészítéshez fémkosarakba öntik őket, és felületük teljes megtisztítása ebben történik. Ugyanezt a technikát alkalmazzák a fémolvadékba merítés során is azzal a kiegészítéssel, hogy a horganyfürdőből történő kiemelést követően az ömlesztett áruval teli kosarat egy centrifugába helyezik és a felesleges horganyrészeket eltávolítják a kötőelemek felületéről, majd ezután a teljes adagot meleg vízben lehűtik. Az így nyert horganybevonatnak jellemzően nem csillogóan fényes, hanem legtöbbször világosabb, vagy sötétebb mattszürke megjelenése van. Tűzihorganyzott felülettel rendelkező csavarokkal szembeni követelményeket M8 mérettől M64 méretig határozzák meg (MSZ EN ISO 10684).


Anyacsavaroknál a készre gyártott kötőelemek felületét belsőmenet nélküli kivitelben tűzihorganyozzák, mivel a menetekből utólag nem lehet megfelelő technológiával eltávolítani a horganyfelesleget. A menetvágást(menetfúrást) a horganyzást követően automata berendezéseken végzik el. Felhasználáskor, a csavarorsó és az anya összecsavarását követően a csavarorsón levő horganybevonat majd katódosan védeni fogja az anyamenet felületét is a korrózióval szemben, így kiváló védelmet biztosítva a már összeszerelt csavaros kapcsolatnak (3-4. képek).
TŰZIHORGANYZOTT KÖTŐELEMEK AKÁR FESTETT ACÉLSZERKEZETEKHEZ IS
Festett acélszerkezeteknél mindig felmerülő műszaki kérdés az alkalmazandó kötőelemek felületvédelme. Ennek természetesen ilyenkor is illeszkedni kell a fő tartószerkezet általános védelmi képességeihez. Festett kivitelnél magát a csavarkapcsolatot is a készre szerelt acélszerkezettel együtt lefestik. Ezzel egységes védelmet igyekeznek biztosítani a teljes objektumnak. Egy csavarozott acélszerkezet érzékeny pontja lehet a kötőelemek épsége. A festékbevonatoknál jelentős kockázati tényező az ún. élhatás problémája. Ez azt jelenti, hogy a festett szerkezeti elemek élein, sarkain sokkal vékonyabb lehet a festékréteg, mint a síkfelületeken. Tűzihorganyzott csavaroknál éppen az ellenkezője az igaz. A horganybevonat ezeken a helyeken jellemzően vastagabb, mint a sík részeken.
Amennyiben egy festett acélszerkezeteknél is tűzihorganyzott kötőelemeket használnak, akár festés nélkül is, lefestve (duplex-védelem) viszont különösen biztos, hosszútávú felületvédelmet kapnak.
A tűzihorganyzott kötőelemek évtizedek elteltével is még megbízható, robusztus fémbevonattal rendelkeznek, biztosítva a csavaros kapcsolat felújításmentes korrózió elleni védelmét.



